以下是:宁波市奉化区珩磨管企业的产品参数【九冶】为您提供象山精密管专注生产制造多年、北仓精密管大厂家实力看得见、海曙精密管以质量求生存等多元产品与服务。珩磨管企业,九冶管业(宁波市奉化区分公司)为您提供珩磨管企业,联系人:李经理,电话:【0527-88266222】、【0527-88266222】。 浙江省,宁波市,奉化区 唐开元二十六年(738年),奉化建县,1988年撤县设市。奉化为五代后梁布袋和尚(弥勒佛)出生出家得道圆寂归葬之地,被誉为“弥勒圣地”。宋代有以“梅妻鹤子”著称的林逋,元代有“江南夫子”、诗坛名家戴表元,近现代有蒋介石、蒋经国父子,“中国奥运之父”王正廷等,还涌现了早期浙江省委书记卓兰芳及卓恺泽、王鲲等一批杰出革命志士。溪口—滕头景区是宁波AAAAA景区,蒋氏故里溪口是全国对台工作重要窗口,雪窦寺为“天下禅宗十刹”之一。溪口镇和“全球生态500佳”、“世界十佳和谐乡村”滕头村分别入选上海世博会城市未来馆亚洲代表案例和城市实践区乡村案例。
想要更直观地了解珩磨管企业产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。以下是:宁波奉化珩磨管企业的图文介绍宁波奉化九冶管业有限公司专业从事 精密管的生产厂家。公司从成立之日起,秉着”产品品质,满足客户需求”的原则,以人为本,实施人性化管理,全新全意为客户服务,积j i推动行业发展。“专业、诚信、、共赢”我们在广泛的领域里寻求真诚的合作,在此,经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对企业一贯给予关怀、支持和帮助的新老朋友和广 大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。绗磨管加工工艺原理
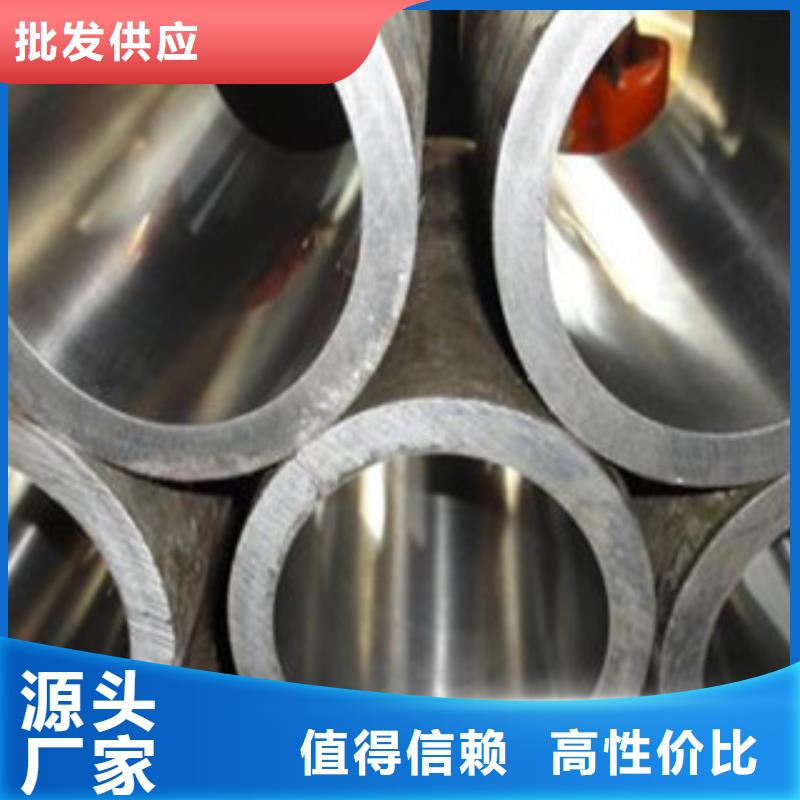
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
珩磨管与普通无缝钢管相比的话,很明显珩磨管的优势要更加突出,虽然珩磨管每吨会比无缝钢管贵差不多五百左右,但是珩磨管的外径更小,而且精度高,珩磨管有较好的表面质量。关键的是,珩磨管可以进行小批量生产,大大提高了工作效率。而且珩磨管的横截面积可以被制作成各种复杂形状,在此情况下,珩磨管产品的优越
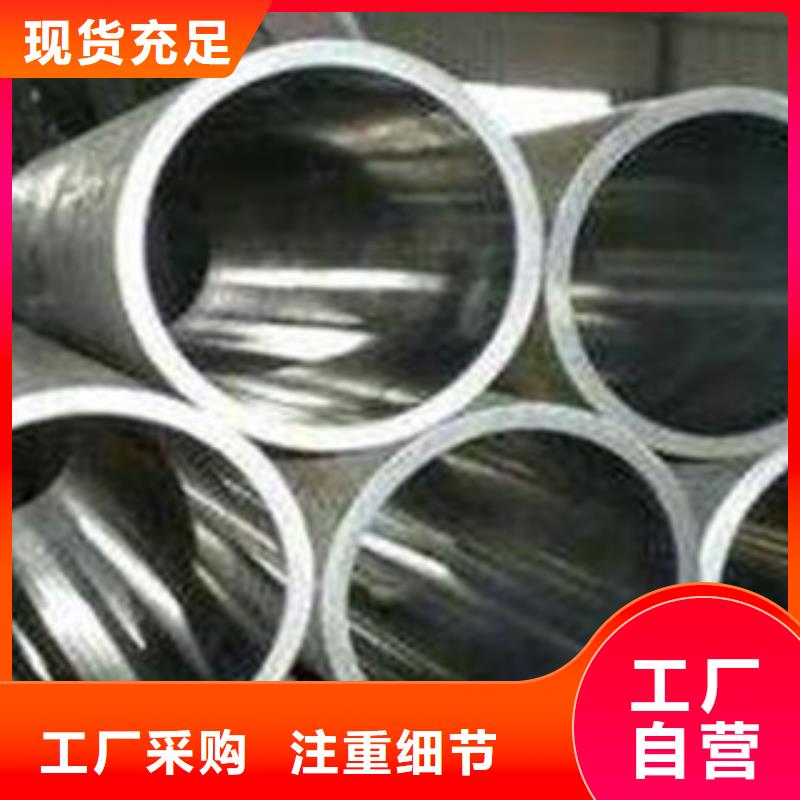
珩磨管是通过珩磨工艺加工而成的管材,因为珩磨管大的特点就是有良好的表面光洁度以及耐磨性,因为将在珩磨管管材表面形成了一定角度的交叉网纹,这些网纹里可以存留一定的油起到润滑的作用,从而减少磨檫,延长管材的使用寿命。 不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。
系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
珩磨管企业,九冶管业(宁波市奉化区分公司)专业从事珩磨管企业,联系人:李经理,电话:【0527-88266222】、【0527-88266222】,以下是珩磨管企业的详细页面。











